
How to realize CTO+ with production in an international plant network?
Yesterday, we were at one of our RIM method workshops this topic with Dr. Tim Bruchmüller from SUSS MicroTech discussed.
First and foremost, the question arose as to what customer experience capabilities a manufacturer of equipment for the semiconductor industry must have. In addition to a high-quality product, the factors configuration and customizing of the product (i.e. the CTO with the +), as well as speed are important here.
Speed has two aspects: the flow rate of the system itself and the delivery time that can be achieved by SUSS MicroTech.
In addition, framework conditions such as the shortage of skilled workers in Germany, cost pressure in production, compliance with country-specific laws and requirements and the challenges of sourcing due to often fragile supply chains must be taken into account.
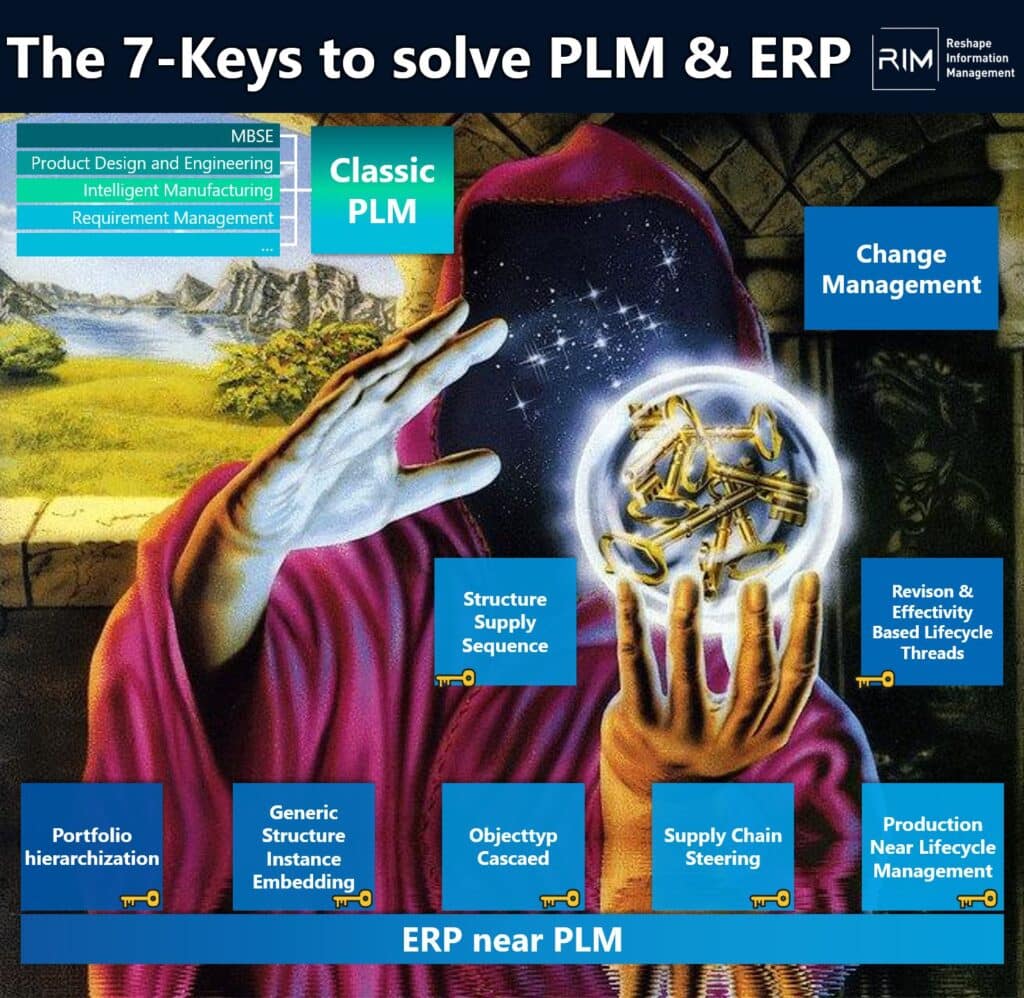
So what is the key to the solution? Let me start.
👉 Flexible procurement and production in the plant network.
If the product is broken down into assembly modules, it can be produced efficiently at different locations. The choice of production location depends on technological expertise, proximity to the source and available capacity. This allows resources to be used flexibly in line with market requirements.
👉 Shelf life of modules or products.
Provided that assembly modules are available, you can switch from make-to-order to assemble-to-order or even make-to-stock. Short delivery times can be achieved through clever stock management.
The requirements mentioned require an industrialized modular system in the production network, the elements of which are already industrialized for all possible locations.
The + in CTO+ again requires a functional modular system. Why? To be able to add customized functions.
Do you think an already industrialized modular system and a non-industrialized functional modular system contradict each other? The answer is the hybrid kit, which is partly industrialized and partly non-industrialized.
How can this be solved from a structural semantic perspective? This is where nested CTO+ comes into play: the functional structure is organized according to different cases, e.g. ETO, ETO with interpretation, CTO and STO. The shoring modules are then assigned to the functional groups via M(RP)-BOM snippets. Everything together then results in the condensed CTO+ case.
Sounds complicated? It is. Moreover, there are not many IT systems (PLM/ERP...) today that are capable of supporting such scenarios. Fortunately, SUSS MicroTech already has one in use.
All in all, it was a great discussion. Thank you, Tim Bruchmüller, for being there. We are very much looking forward to implementing the concept together with SUSS MicroTech.
What do you think? Which concept do you prefer for a CTO+ case?